Handhabungstechnik
Ihr Werkstück zur richtigen Zeit am richtigen Platz.
Ob einfache Bereitstellung oder aber lagerichtige Übergabe und Ablage Ihrer Werkstücke, alles aus einer Hand. Ruhende Endstücke, Vereinzelungen oder komplette Übergabehandlings (Pick&Place) prozesssicher in unserem Hause konstruiert und gefertigt.
Anwendungsbeispiele
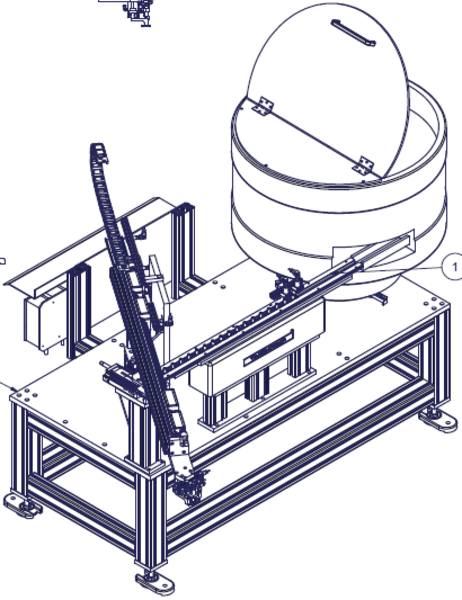
Bereitstellung einer 6kt.-Flanschschweißmutter zur kundenseitigen Abholung mittels Roboter:
Die 6kt.-Flanschschweißmuttern werden in einem Ordnungsautomaten Typ OA45
bevorratet und lagerichtig sortiert. Auf dem Linearförderer Typ FS61 werden die Werkstücke
dann gepuffert und zur Vereinzelung gefördert. Das erste Werkstück der Pufferstrecke wird
pneumatisch zur Seite vereinzelt und steht dann der kundenseitigen Übernahme zur Verfügung.
Komplett mit Bewegungsabfragen und Teilekontrollen, verdrahtet auf ein BUS-Modul.
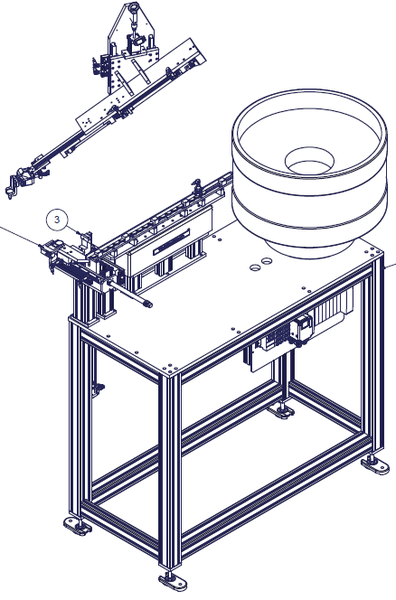
Bereitstellung eines Blechformteils zur kundenseitigen Abholung mittels Roboter
Auf Grund der Geometrie der Blechformteile ist die lagerichtige Übergabe an einen Roboter nur durch eine nachfolgende zusätzliche Ausrichtung der Werkstücke möglich. Durch die Geometrie des Robotergreifers wurde ein weiterer Freifahrhub nötig, um das Werkstück Bereithalten zu können. Komplett mit Bewegungsabfragen und Teilekontrollen, verdrahtet auf
eine Ventilinsel.
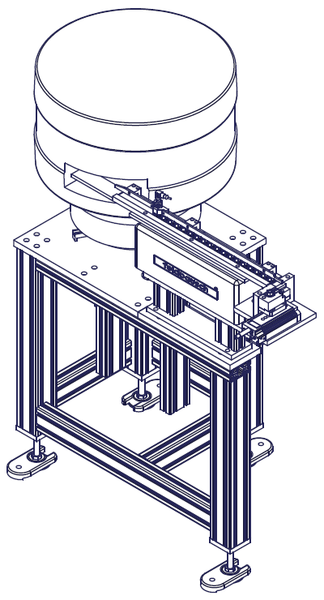
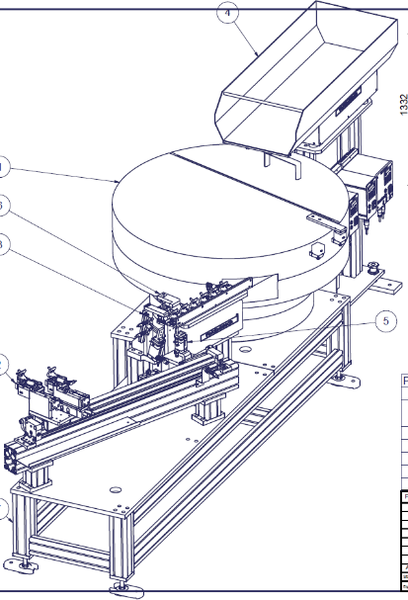
Bereitstellung eines kompletten Türscharniers zur kundenseitigen Abholung mittels Roboter in einer automatisierten Türenmontageanlage im Fahrzeugbau
Bei dieser Zuführeinrichtung kommt zur eigentlichen Aufgabe, das lagerichtige Bereitstellen von Türscharnieren für die Übernahme durch einen Roboter zur vollautomatische Montage der Türscharniere, noch die Erkennung von falschen Scharniertypen und Ausrichtung des Öffnungswinkels des Scharniers hinzu.
Dazu werden in der Vereinzelung verschiedene Konturen des Scharniers abgefragt und ein falsches Scharnier bei Bedarf ausgeschleust.
In einem weiteren Schritt wird das Scharnier erst komplett geschlossen und dann in der Ausrichtstation auf einen einstellbaren Winkel geöffnet.
Auf Grund der Größe und der Geometrie der Werkstücke kam hier das größte Zuführgerät TYP FGH80 mit einem vorgeschalteten Bunkerförderer TYPBF80/40 und einem Linearförderer TYP FS101 zum Einsatz.
Auch diese Zuführung wurde komplett mit allen notwendigen Bewegungsabfragen und Teilekontrollen auf Ventilinsel verdrahtet ausgeliefert.

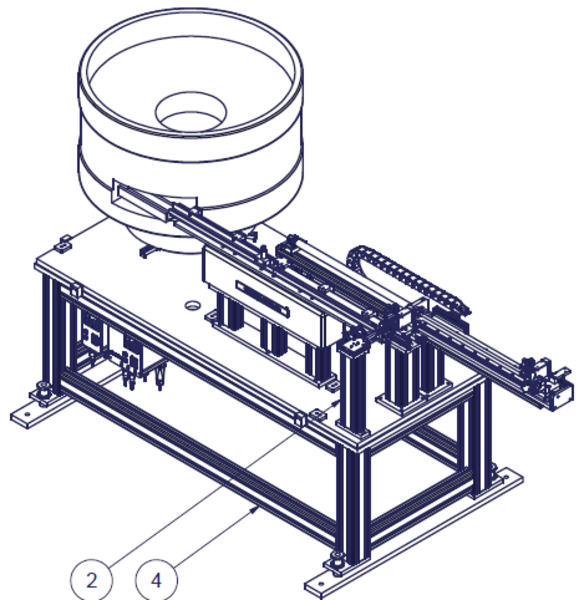
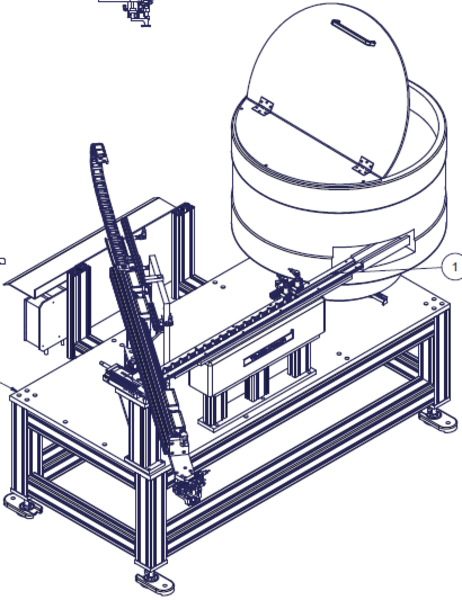
Bei dieser Zuführeinrichtung kommt zur eigentlichen Aufgabe, das lagerichtige Bereitstellen von Heckklappenscharnieren für die Übernahme durch einen Roboter zur vollautomatische Montage der Heckklappenscharniere, die Ausrichtung des Öffnungswinkels des Scharniers hinzu. In einem ersten Schritt wird das Scharnier erst komplett geschlossen und dann in der Ausrichtstation auf einen einstellbaren Winkel geöffnet.
Zudem bestand die Anforderung, zwei Scharniere gleichzeitig zur Abholung bereitzustellen. Auf Grund der Größe und der Geometrie der Werkstücke kam hier das größte Zuführgerät TYP FGH80 mit einem vorgeschalteten Bunkerförderer TYPBF80/40 und einem Linearförderer TYP FS101 zum Einsatz.
Auch diese Zuführung wurde komplett mit allen notwendigen Bewegungsabfragen und Teilekontrollen auf Ventilinsel verdrahtet ausgeliefert.
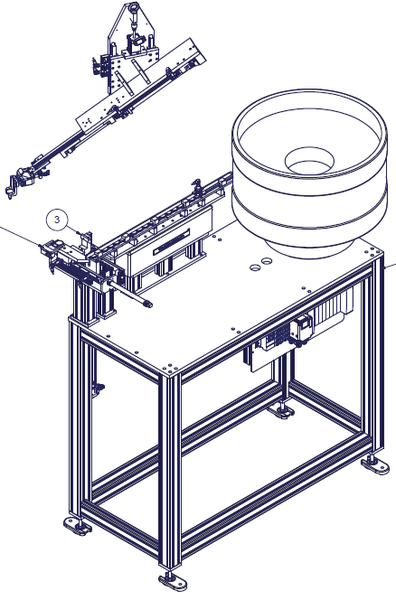
Übergabe eines Blechformteils in eine kundenseitige Schweißmaschine
FS101 werden die Werkstücke dann gepuffert und zur Vereinzelung gefördert.
Das erste Werkstück der Pufferstrecke wird pneumatisch zur Seite vereinzelt.
Der pneumatische Greifer übernimmt das vereinzelte Werkstück und legt es nach einem entsprechendem vertikalen und horizontalen Hub auf dem Fangstift der kundenseitigen Unterelektrode ab.
Übergabe einer Schweißschraube in eine kundenseitige Schweißmaschine
Die Schweißschrauben werden in einem Ordnungsautomaten Typ OA60 bevorratet und lagerichtig sortiert. Auf dem Linearförderer Typ FS101 werden die Werkstücke dann gepuffert und zur Vereinzelung gefördert.
Das erste Werkstück der Pufferstrecke wird pneumatisch zur Seite vereinzelt und anschließend über einen Vertikalhub nach oben
der pneumatischen Handlingseinheit übergeben.
Der pneumatische Greifer übernimmt die vereinzelte Schweißschraube und legt es nach einem entsprechenden vertikalen und
horizontalen Hub im Unterkupfer der kundenseitigen Unterelektrode ab.
Einstoßen eines Formteils in eine kundenseitig bereitgestellte Fahrzeugtür
Die Formteile werden in einem modifizierten Mutternschießer Typ MSV04/E2 bevorratet, lagerichtig sortiert und vereinzelt auf zwei Transportschläuche verteilt. Am Ende des Transportschlauches werden die Formteile jeweils in einem Magazin vorgehalten.
Die Formteile werden dann direkt aus dem Magazin in die vorgesehene Aufnahme der linken oder rechten Fahrzeugtür eingestoßen. Zusätzlich wird die Fahrzeugtür durch eine einschwenkende Rückhaltung fixiert um ein prozesssicheres Einstoßen zu
gewährleisten.